



|
|
|
|
|
|
||
Под технологичностью конструкции понимается совокупность свойств, определяющих её приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и выполнения работ. Отработка конструкций на технологичность ведется по выполненным чертежам и должна предшествовать разработке технологических процессов и представляет собой часть работ по обеспечению технологичности на этапах разработки конструкции изделия и постановке её на производство. Отработка конструкций на технологичность должна производиться как конструкторами, так и технологами, а также производственниками, в процессе подготовки производства к выпуску изделия. Отработка конструкции на технологичность производится на всех стадиях разработки конструкции, при технологическом оснащении производства и изготовлении изделия.
Этапы работ по разработке конструкции и действия по отработке на технологичность: 1.Техническое задание. Определение базовых показателей. 2.Техническое предложение. Анализ вариантов схем. 3. Эскизный проект. Анализ выбранной компоновки. 4. Технический проект. Отработка технологичности сборочных единиц. 5. Рабочий проект. Отработка технологичности деталей.
Технолог работает над технологичностью конструкции исходя из следующих положений и в следующей последовательности: 1. Определяется вид изделия - деталь или сборочная единица. Для детали - одни требования технологичности, для сборки - другие, что будет пояснено ниже. 2. Определяется тип производства, в условиях которого будет изготовляться конструкция. 3. Устанавливается вид технологичности. Технологичность подразделяют на производственную и эксплуатационную. Производственная технологичность проявляется в сокращении затрат, средств и. времени на: конструкторскую подготовку производства, технологическую подготовку производства и изготовление изделия. Эксплуатационная технологичность проявляется в сокращении затрат средств и времени на: техническое обслуживание изделия и ремонт изделия. Производственная технологичность должна обеспечивать снижение: трудоемкости и себестоимости изготовления изделия. Эксплуатационная технологичность должна обеспечивать снижение: трудоемкости и стоимости обслуживания изделия в процессе эксплуатации (непосредственное обслуживание, профилактика, подготовка к ремонту, ремонт и т.п.). 4.Определяется вид оценки технологичности конструкции. Технологичность можно оценить качественно и количественно Качественная оценка предшествует количественной и определяется на основе опыта терминами: "хорошо", "плохо", "лучше" и т.п.
Производственная технологичность достигается и оценивается в первую очередь качественно за счет: 1. Повышения серийности при изготовлении (обработке, сборке, испытаниях и т.п.) как следствие создания единообразных конструкций путем: а) унификации, изделий, сборочных единиц и деталей путем приведение нескольких разных конструкций к одной, в частности, за счет заимствования из других изделий и повторяемости деталей и сборочных единиц в пределах, одного изделия; б) создания параметрических рядов на основе базовой конструкции; в) стандартизации изделий, сборочных единиц, деталей и их элементов (резьбовых элементов, диаметров отверстий, галтелей и т.п.). Здесь возможны следующие категории стандартов ГОСТ, ОСТ, РСТ, СТП, международные стандарты, например ISO и другие. Каждая новая деталь приводит к разработке нового технологического процесса, а суммарная трудоемкость подготовки производства. Количественная оценка дает взвешенную оценку и определяется системой показателей одной новой детали средней сложности составляет около 500 нормо-часов. 2. Рационального назначения материалов и снижения его расходов за счет: а) выбора наиболее дешевого материала без потери качества производства; б) выбора наиболее дешевого вида заготовок: прокат, литье, штамповка и др.; в) наиболее экономного расходования материалов путем изменения конструкции, назначения припусков и др.; г) выбора наиболее легко обрабатываемого материала; д) сокращения объема дорогой механической обработки; е) снижения массы деталей и изделия в целом; ж) ограничения номенклатуры применяемых материалов в изделии. 3. Выбора рациональных по форме и элементам конструкций деталей, обеспечивающих: а) жесткость конструкции; б) взаимозаменяемость (отсутствие иди сокращение пригоночных операций); в) удобство и низкую стоимость изготовления деталей за счет правильной расстановки размеров; г) правильное расположение элементов детали и их унификации и др. 4. Изучении условий производства, где будет изготавливаться изделие: а) наличия оборудования, оснастки, унифицированных технологических процессов, традиций производства, наличия квалифицированных кадров; б) применение прогрессивных технологических процессов; в) применение средств автоматизации производственных процессов и многое другое. Учитывая вышеизложенное, становится ясным, что конструктор может создать качественную, технологическую конструкцию изделия, сборочной единицы и, особенно, детали только хорошо зная производство и технологию изготовления изделия. То, что технологично в условиях одного производства, может стать не технологичным в условиях другого. Отработка конструкции изделия на технологичность представляет собой комплекс работ по снижению трудоемкости, материалоемкости и себестоимости в процессе разработки, изготовления и эксплуатации изделия. Рассмотрим два примера обработки детали на технологичность.
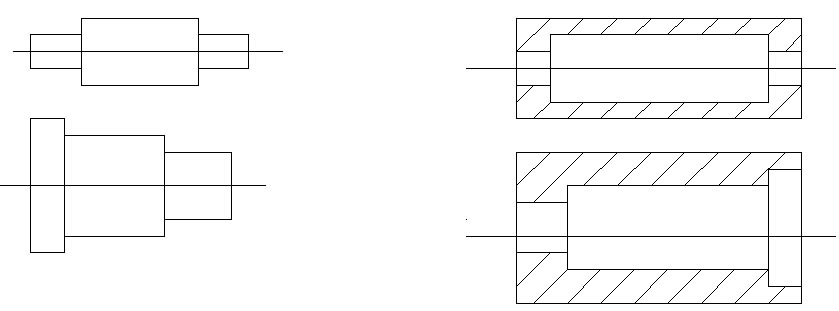
Верхние рисунки - конструкция не технологична. Нижние рисунки - конструкция более технологична.
Пример качественной оценки технологичности. Деталь типа вал. Конструкция детали технологична, т.к. изготавливается из сортового проката /пруток/, материал детали хорошо обрабатывается резанием, конфигурация детали позволяет её обработать на серийно выпускаемых станках токарной группы, точность и шероховатость большинства поверхностей получаются на станках с нормальной точностью, отдельные поверхности детали требуют дополнительных операций на серийно выпускаемых станках нормальной точности.
Деталь типа корпус. Конструкция детали технологична, т.к. конфигурация детали позволяет изготавливать её литьем, материал детали литьевой, точность и шероховатость большинства поверхностей получаются при литье, отдельные поверхности детали требуют дополнительных операций на серийно выпускаемых станках нормальной точности. Электронная схема технологична, т.к.: схема содержит максимальное количество унифицированных узлов и ЭРЭ серийно выпускаемых; её можно разбить на отдельные функциональные узлы, каждый из которых выполняется на плате печатного монтажа, унифицированного размера; основание платы изготавливается по типовому технологическому процессу, освоенному в производстве; точностные требования к конструкции обеспечиваются имеющимся оборудованием; монтажно-сборочные работы могут быть обеспечены автоматизированным оборудованием. Количественная оценка технологичности выражается численным показателем 0 < Ку < 1. Технологичность конструкции оценивают количественно посредством системы показателей. Классификация показателей: По области проявления: производственные и эксплуатационные. По области анализа: технические и технико-экономические. По системе оценки: базовые, разрабатываемой конструкции и достигнутые. По значимости: основные и дополнительные. По значимости признаков: частные и дополнительные. По способу выражения: абсолютные и относительные. Количественная оценка дается, как правило, на специфицированные изделия. Уровень технологичности Ку = А/Б, где Б - базовый показатель, устанавливаемый при разработке задания на конструкцию по одному из параметров, А - достигнутый показатель технологичности конструкции по тому же параметру. Уровень технологичности может быть как относительным, так и абсолютным. Основные показатели технологичности. Ти - трудоемкость изготовления изделия без учета покупных изделий, в н.ч. Кут = Ти / Тби - уровень технологичности конструкции по трудоемкости изготовления. Ст - себестоимость изготовления изделия без учета покупных изделий, в руб. Кус - уровень технологичности по технологической себестоимости. Дополнительные показатели технологичности: - относительная трудоемкость заготовительных работ, - относительная трудоемкость процесса изготовления по видам работ, - относительная трудоемкость профилактического обслуживания функционирующего изделия, - относительная трудоемкость ремонтов изделия, - удельная трудоемкость изготовления изделия на единицу параметра (мощности, силы), - удельная технологическая себестоимость изделия и др. Показатели характеризующие конструкцию изделия. К- коэффициент унификации изделия.
где Д - сумма всех деталей по спецификации, СЕ - сумма всех сборочных единиц по спецификации, Дун, Сеун -сумма деталей и сборочных единиц унифицированных по спецификации соответственно. Унифицированные детали представляют собой сумму деталей: покупных, стандартизованных и заимствованных. Аналогично определяются и унифицированные сборочные единицы. Аналогично определяются коэффициенты: стандартизации, повторяемости и др. Ким - коэффициент использования материалов. Ким = Ми / Мз, где: Ми - масса изделия, а Мз - масса заготовки. Ксб - коэффициент сборности.
Основным показателем для оценки технологичности конструкции ЭВА является комплексный показатель технологичности - К, определяемый с помощью базовых показателей:
где Кi - значение показателя по таблице состава базовых показателей данного блока;
i - порядковый номер показателя в ранжированной последовательности; s - общее количество относительных частных показателей.
Состав базовых показателей технологичности для электронных блоков:
| NN пп | Показатели | Обозначение | |
| 1 | Коэффициент использования микросхем и микросборок | Кимс | 1.000 |
| 2 | Коэффициент автоматизации и механизации монтажа | Кам | 1.000 |
| 3 | Коэффициент механизации подготовки ЭРЭ | Кмпэрэ | 0.750 |
| 4 | Коэффициент механизации контроля и надстройки | Кмкн | 0.500 |
| 5 | Коэффициент повторяемости ЭРЭ | Кпов.эрэ | 0.310 |
| 6 | Коэффициент применяемости ЭРЭ | Кп.эрэ | 0.180 |
| 7 | Коэффициент прогрессивности формообразования деталей | Кф | 0.110 |
На основании приведенных расчетов определяется нормативный комплексный показатель Кн: Кн = Ка х Ксл х Кту х Коп х Кот х Кп, где: Ка - комплексный показатель изделия-аналога; Ксл - коэффициент сложности нового изделия по сравнению с изделием-аналогом; Кту - коэффициент учитывающий изменение технического уровня основного производства завода изготовителя нового изделия по сравнению с заводом изготовителем аналога; Коп и Кот - коэффициенты учитывающие изменение уровня организации производства и труда завода изготовителя нового изделия по сравнению с заводом изготовителем аналога. Кп - коэффициент учитывающий изменение типа производства. Кн - определяет базовый показатель технологичности, а К - достигнутый на стадии разработки изготовления или эксплуатации. Уровень технологичности определяется по следующей формуле: К / Кн >1.
Нормативы комплексных показателей технологичности приборов.
| Нормативы классов блоков | Опытный образец | Установившееся серийное производство |
| Электронные | 0,40 - 0,70 | 0,50 - 0,80 |
| Электромеханические и механические | 0,30 - 0,50 | 0,45-0,60 |
| Радиотехнические | 0,40 - 0,60 | 0,80 - 0,85 |
Таким образом, на разрабатываемый блок следует привести основные показатели: 1. Норматив комплексного показателя. 2. Нормативный комплексный показатель Кн. 3. Комплексный показатель технологичности. 4. Комплексный показатель К - аналога. 5. Состав базовых показателей. 6. Расчет показателей входящих в состав нормативных и комплексных показателей.